塑膠專欄
延伸在塑膠薄膜應用的解析
塑膠膜板
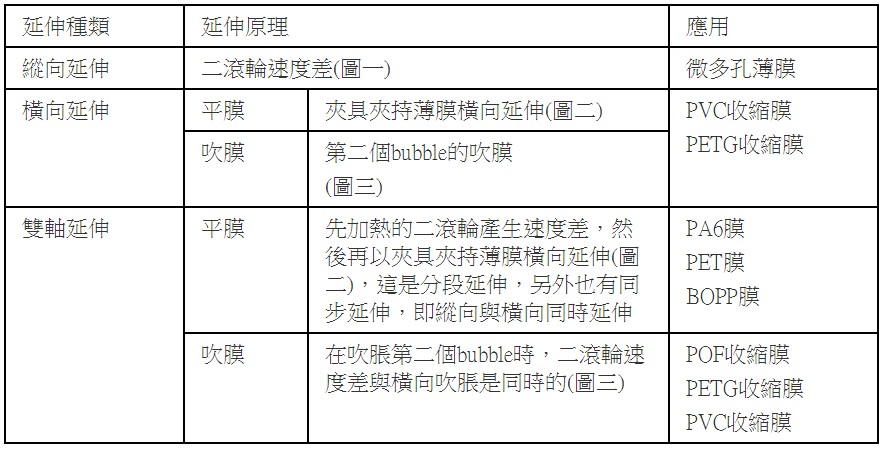
塑膠薄膜的延伸可分為單軸延伸及雙軸延伸,單軸延伸又有縱向延伸及橫向延伸之分,縱向延伸、橫向延伸及雙軸延伸的應用各有不同,如下表所示,本文章所提到的延伸是指薄膜冷卻後,再給予溫度延伸所產出的延伸薄膜。
塑膠薄膜之所以要延伸,有下列幾個目的:
1.薄膜更薄。
2.提升機械性質。
3.提升光澤度、透明度。
4.提升阻氣性。
5.可產生微孔,使薄膜產生透氣效果。
6.可使薄膜具收縮性。
延伸後的高分子,由於順向產生結晶,使得機械性質變好,阻氣性增加,表面的光澤度、透明性也會增加。
在微多孔薄膜方面,如紙尿布背面薄層,其主材質為PE/CaCO3,以平膜押出生產PE/CaCO3 膜,再以加熱的二滾輪間速度差產生延伸,使CaCO3附近產生微孔,即為所謂PE透氣膜。微孔大小與CaCO3粒徑、PE種類、配方、延伸倍率及滾輪溫度皆有關,一般的微孔大小在2μm左右。PE透氣膜一般是以平膜押出製造,也有少部份是以吹膜製程產出,再以縱向延伸產生微孔。PE透氣膜因添加CaCO3,其含量高達50%,會使PE透氣膜的強度降低,造成耐水壓偏低,所以,發展趨勢為高透濕、高耐水壓、高強度的透氣膜。
在收縮膜方面,生產的方式分成平膜押出與吹膜押出,平膜押出機押出薄膜後,以夾具夾持薄膜進行橫向延伸,則薄膜具有橫向收縮,可用於瓶、杯的標籤收縮膜。
以吹膜製程產出的收縮膜,國內主要有POF收縮膜、PETG收縮膜、PVC收縮膜。POF收縮膜主要材質為PP/PE/PP,PP放在外層經水冷卻,可顯現出來透明度及光澤度,是以三層吹膜經第一次吹脹及第二次吹脹所生產出來,在第二次吹脹時,同時具有縱向的滾輪速度差及橫向吹脹,使具有縱向及橫向的延伸,造成有縱向及橫向收縮的效果。吹膜製程的PP收縮膜也是如此。
PVC收縮膜、PETG收縮膜在吹膜製程方面若是在第二個bubble吹脹產生橫向延伸,縱向的滾輪速度差是小的,即橫向收縮率是大的,縱向收縮率是小的,可用於瓶、杯的標籤收縮膜。。
市售的PA6膜、PET膜及BOPP膜是經過雙軸延伸的薄膜,在雙軸延伸的製程中有平膜及吹膜兩種製程,平膜押出後先以二滾輪的速度差產生縱向延伸,再以夾具夾持薄膜進行橫向延伸。吹膜製程的雙軸延伸則是在第二個bubble吹脹時,同時進行縱向的滾輪速度差及橫向的吹脹。PA6膜、PET膜及BOPP膜印刷後,經烘箱去除溶劑及硬化,所以,PA6 膜或PET膜不能遇熱就產生變形,因此,在延伸的後段會有熱定性,以避免在往後的應用中,不會因熱而使PA6 膜、PET 膜及BOPP膜變形,具有耐熱性。所以,PA6 膜、PET 膜及BOPP膜是不具收縮性的。
延伸倍率與收縮率有關,以一般而言是成正比,但延伸倍率有其限度,與高分子結構及配方有關,意即不是每個材料、配方皆可有高的延伸倍率。
分段延伸與同時延伸所產出的物性是不同的,當然這與分子鏈的排列或結晶的狀況有關。
在吹膜方面的延伸,經第二bubble吹脹時,所使用的加熱方式也會影響收縮膜的物性,加熱方式有加熱片、紅外線、熱水,熱水的溫度頂多接近100℃,加熱片、紅外線的溫度可超過100℃,選擇哪一種加熱方式與材料本身的Tg、熔點及加工操作性有關。
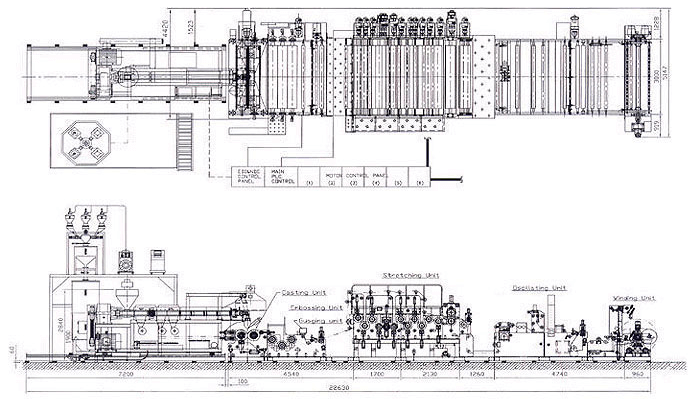 圖一 縱向延伸微多孔膜設備
圖一 縱向延伸微多孔膜設備
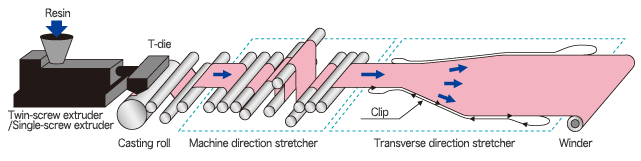
圖二 平膜押出雙軸延伸設備
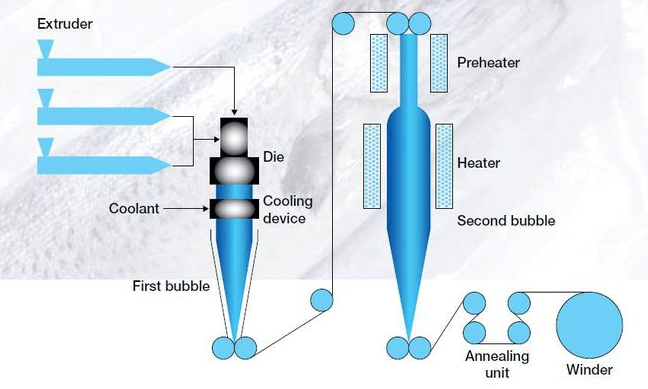
圖三 吹膜雙軸延伸設備(http://extrusionist.com/extrusion-processes/films.html
塑膠薄膜之所以要延伸,有下列幾個目的:
1.薄膜更薄。
2.提升機械性質。
3.提升光澤度、透明度。
4.提升阻氣性。
5.可產生微孔,使薄膜產生透氣效果。
6.可使薄膜具收縮性。
延伸後的高分子,由於順向產生結晶,使得機械性質變好,阻氣性增加,表面的光澤度、透明性也會增加。
在微多孔薄膜方面,如紙尿布背面薄層,其主材質為PE/CaCO3,以平膜押出生產PE/CaCO3 膜,再以加熱的二滾輪間速度差產生延伸,使CaCO3附近產生微孔,即為所謂PE透氣膜。微孔大小與CaCO3粒徑、PE種類、配方、延伸倍率及滾輪溫度皆有關,一般的微孔大小在2μm左右。PE透氣膜一般是以平膜押出製造,也有少部份是以吹膜製程產出,再以縱向延伸產生微孔。PE透氣膜因添加CaCO3,其含量高達50%,會使PE透氣膜的強度降低,造成耐水壓偏低,所以,發展趨勢為高透濕、高耐水壓、高強度的透氣膜。
在收縮膜方面,生產的方式分成平膜押出與吹膜押出,平膜押出機押出薄膜後,以夾具夾持薄膜進行橫向延伸,則薄膜具有橫向收縮,可用於瓶、杯的標籤收縮膜。
以吹膜製程產出的收縮膜,國內主要有POF收縮膜、PETG收縮膜、PVC收縮膜。POF收縮膜主要材質為PP/PE/PP,PP放在外層經水冷卻,可顯現出來透明度及光澤度,是以三層吹膜經第一次吹脹及第二次吹脹所生產出來,在第二次吹脹時,同時具有縱向的滾輪速度差及橫向吹脹,使具有縱向及橫向的延伸,造成有縱向及橫向收縮的效果。吹膜製程的PP收縮膜也是如此。
PVC收縮膜、PETG收縮膜在吹膜製程方面若是在第二個bubble吹脹產生橫向延伸,縱向的滾輪速度差是小的,即橫向收縮率是大的,縱向收縮率是小的,可用於瓶、杯的標籤收縮膜。。
市售的PA6膜、PET膜及BOPP膜是經過雙軸延伸的薄膜,在雙軸延伸的製程中有平膜及吹膜兩種製程,平膜押出後先以二滾輪的速度差產生縱向延伸,再以夾具夾持薄膜進行橫向延伸。吹膜製程的雙軸延伸則是在第二個bubble吹脹時,同時進行縱向的滾輪速度差及橫向的吹脹。PA6膜、PET膜及BOPP膜印刷後,經烘箱去除溶劑及硬化,所以,PA6 膜或PET膜不能遇熱就產生變形,因此,在延伸的後段會有熱定性,以避免在往後的應用中,不會因熱而使PA6 膜、PET 膜及BOPP膜變形,具有耐熱性。所以,PA6 膜、PET 膜及BOPP膜是不具收縮性的。
延伸倍率與收縮率有關,以一般而言是成正比,但延伸倍率有其限度,與高分子結構及配方有關,意即不是每個材料、配方皆可有高的延伸倍率。
分段延伸與同時延伸所產出的物性是不同的,當然這與分子鏈的排列或結晶的狀況有關。
在吹膜方面的延伸,經第二bubble吹脹時,所使用的加熱方式也會影響收縮膜的物性,加熱方式有加熱片、紅外線、熱水,熱水的溫度頂多接近100℃,加熱片、紅外線的溫度可超過100℃,選擇哪一種加熱方式與材料本身的Tg、熔點及加工操作性有關。
圖二 平膜押出雙軸延伸設備
圖三 吹膜雙軸延伸設備(http://extrusionist.com/extrusion-processes/films.html